全國服務熱線:
全國服務熱線:
新聞資訊
公司動態
公司動態
1、焊接變形形式與原始原始彎曲部翼變形大致可分為兩種情況:即整體結構的變形和結構的局部變形。
各種復雜的結構變形都是基本變形的發展、轉化和綜合變形。焊接過程中,焊縫和焊縫附近加熱區域的金屬膨脹,壓縮應力和塑性收縮變形發生在焊接區域,產生不同程度的水平和垂直收縮。由于這兩個方向的收縮,導致焊接結構的各種變形。
2、影響焊接結構變形的因素:影響焊接變形量的因素很多,有時相同的因素會對縱向變形、橫向變形和角變形產生相反的影響。否則,很難達到預期的效果:焊截面積是指熔合線范圍內的金屬面積。焊縫面積越大,冷卻過程中收縮的變形量越大,導致水平面積越大。一般來說,當熱輸入受到焊接熱輸入的影響時,即使輸入繼續增加,角變形也不再增大,但會減少。
3)工件預熱和層間溫度的影響:預熱溫度和層間溫度越高,相當于熱輸入的增加,降低了冷卻速度,減緩了冷卻變形。除了渣焊,埋弧焊的熱輸入較大,在焊縫面積等其他條件下收縮變形較大。手工電弧焊熱輸入居中,收縮變形小于埋弧焊。由于焊縫位置不對稱,焊縫位置不對稱會造成各種變形。6)結構剛度對焊接變形的影響:結構剛度主要取決于結構的形狀和尺寸,剛度較小,焊接變形較大;
7)裝配和焊接規范對焊接變形的影響:由于裝配方法不同,也會影響結構的變形。整體裝配后體裝配,變形一般較小。了解各種因素單獨作用的影響,便于對工程具體情況進行具體的綜合分析。
3、防止變形的措施和減少結構的順序:減少焊接面積:在焊接良好、無過度缺陷的前提下,盡可能采用較小的坡口尺寸(角度和間隙)。2)對于屈服強度低于345mpa且硬度較弱的鋼材,采用較小的熱輸入,不預熱可能會適當降低預熱和層間溫度。如CO2保護焊接面可采用多層焊接代替單層氣體焊接接頭。雙面焊接時,應采用與構件中軸對稱的焊接順序,如下圖2所示
6)采用焊前反變形法控制焊后角變形。該方法是生產中常見的方法,基本上可以提前抵消(補償)焊件。焊后彎曲的反變形可以防止焊后變形。表1和圖4分別為箱柱和H鋼焊接前反變形的參考值:
7)剛性固定法:又稱強制法。在實際生產中,焊后剛性構件變形一般較小,焊前剛性小的構件可增強,焊后變形也可減少。使用此方法時,必須等待焊接冷卻,然后拆除夾具和支架。幾種常見的方法包括夾具法、支撐法、輪胎法、臨時固定法(焊釘固定法和緊固法)。壓力法和定位焊接方法:該方法主要適用于薄板的焊接。當薄板焊縫及其熱影響未完全冷卻時,立即用風槍擊中區域。9)采用預留長度法補償焊縫縱向收縮變形。除避免接頭密度外,焊縫位置應盡可能靠近構件中和軸。
11)正確選擇焊接順序。當焊縫和角焊縫同時存在于鋼結構中時,原則上首先焊接焊縫和反焊角焊縫。對于交叉焊縫和T型焊縫,應采取正確的順序,避免焊接應力集中,保證接頭的焊接質量。對稱于整個鋼結構中軸和中間段的焊接,非常有利于減少變形。焊接鋼結構中強度要求高的重要部件應盡可能自由收縮,不受限制。4、焊接變形的焊接后矯正方法:為滿足設計和規范的要求,必須糾正焊接變形的焊接結構構件。另一方面,這種矯正本質上是試圖引起新的變形來補償或抵消已經發生的變形。在施工和生產中,常用的焊接后殘余變形矯正方法可分為力矯正、加熱矯正和兩種方法的結合。
4.1施力矯正法:
千斤頂、螺旋加力器、輥壓矯正機或大型壓力機一般用于施力矯正。
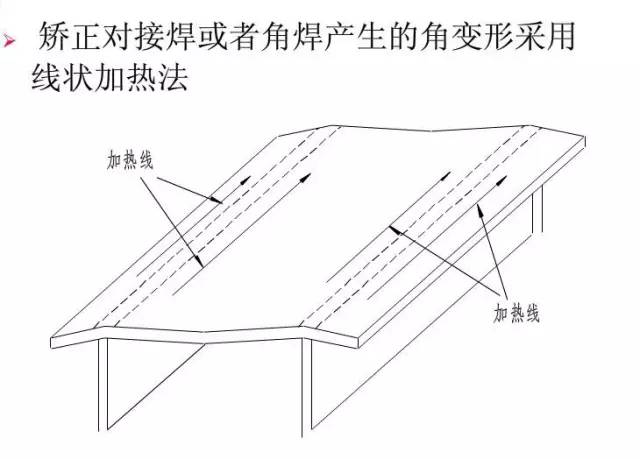
4.2加熱矯正法:
也就是說,使用不均勻的加熱來補償或抵消原來的焊接變形。加熱矯正方法的加熱方法可分為點加熱、線加熱熱和三角形加熱。低碳鋼和普通合金的焊接結構一般采用650~8000C的加熱溫度,一般不超過9000C。溫度范圍可以通過表2中的各種顏色來確定。
在使用加熱矯正的同時,為了提高矯正效果,也可以在加熱過程中進行外力矯正。
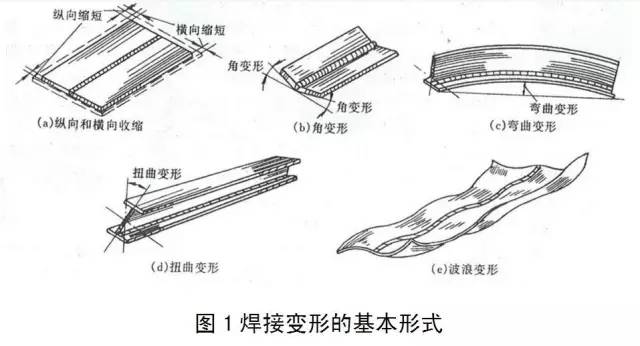
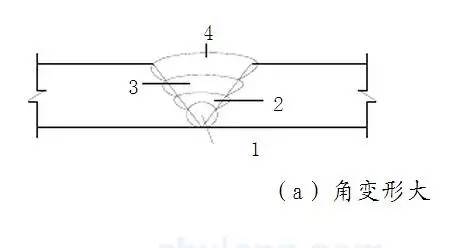

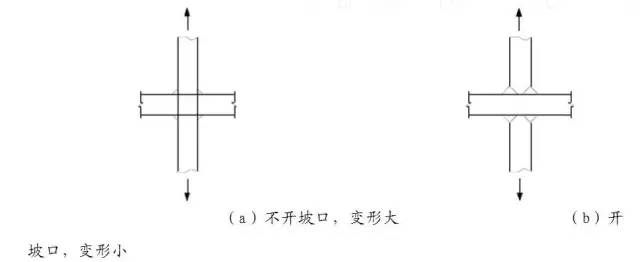

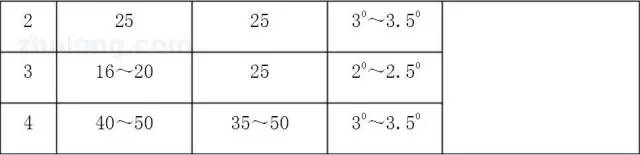
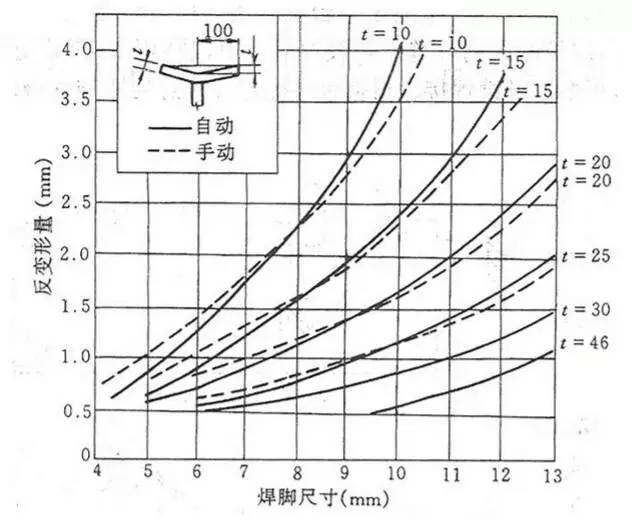 圖4 H形鋼焊接前翼緣的反變形量參考值
圖4 H形鋼焊接前翼緣的反變形量參考值